高まる片面スポットのニーズをうけて

SUS材やアルミ材には作業中の傷がつかないようにするために、保護フィルムがついています。フィルムがあればマテハン時に安心感がありますが、
フィルムの粘着度が強いものや、はがす面積の広いものは、スポット作業が山積みの繁忙期にはとりわけ煩わしいのが現状です。
このような課題に対し、弊社では「インダイレクト式スポット溶接を応用した専用同軸電極(特許取得)と高速溶接技術を用いた片面スポット 『傷つかないスポット』」を提案。2015年より開発をすすめてきました。当初はまばらだった問い合わせも、現在では生産人口の減少等に伴って「この生産方法なら、作業工数がへらせるのでは」と問い合わせが徐々に増加。『傷つかないスポット』のニーズは今までになく高まっています。
また、最近では、フィルムをはがさずにスポットしたい、という要望だけでなく、カラー鋼板等の新素材への片面スポットや、塗装レスを実現するための片面スポットなど、様々な用途への広がりが出てきました。では、実際、片面スポットとはどういうもので、弊社の片面スポットは何が違うのか、また、実際片面スポットを採用した場合、どのような生産方法となるのでしょうか。下記にご案内いたします。
片面スポットとは?
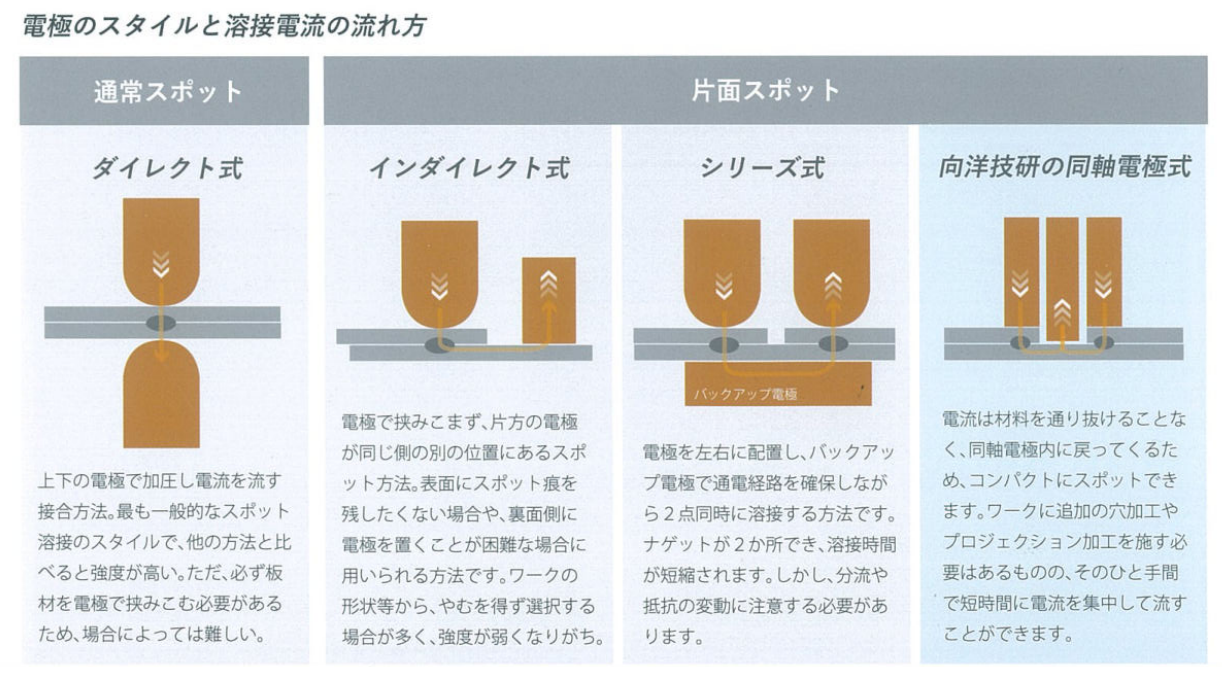
通常のスポットは「ダイレクト式」と呼ばれ、重ね合わせた母材に上下の電極を用いて加圧し、電流をながす接合方法です。そのような上下で挟み込むスタイルに対し、「片面スポット」はその名の通り、片側からのみの、挟み込まないスポット溶接です。古くから「インダイレクト式」「シリーズ式」などが存在します。弊社の「片面スポット」は、電極内に電流が通る道を確保した同軸電極式。それにより、ガン先がインダイレクト式やシリーズ式と比べてコンパクトになり、接合部分も小さくてすむことが特徴です。
どうして「高速溶接技術」が「片面スポットの同軸電極」に有効なのか?
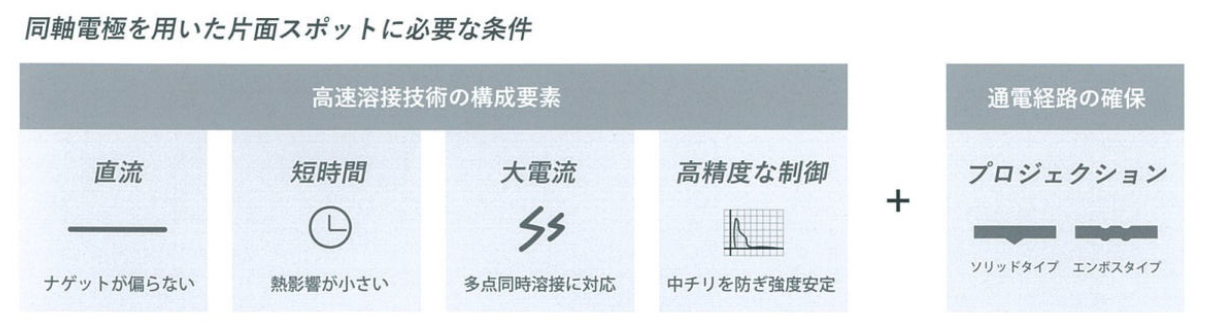
同軸電極は定電流制御においても使用はできますが、「高速溶接技術」を用いてスポットするほうが、よりよい結果が得られます。それは、「高速溶接技術」が、短時間に大電流を流し、その通電波形を制御することができる技術だから、です。片面スポットの場合、保護フィルムを溶かすことなく短時間に効率よく発熱し、母材への熱影響を限りなく少なくする必要があります。
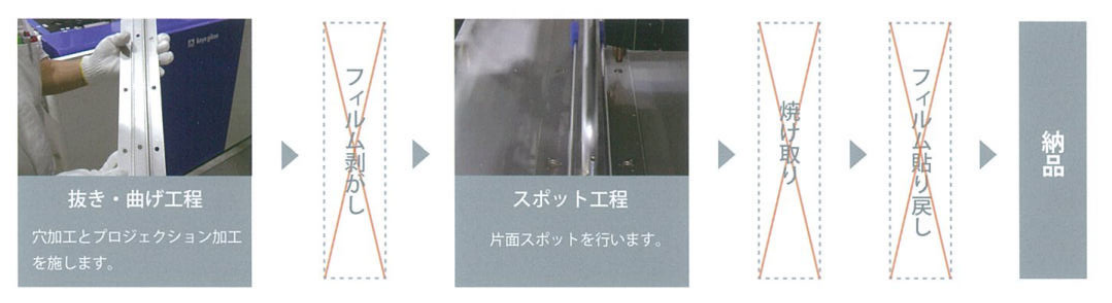
片面スポット採用で実際の工程はどう変わる?
検討が必要な項目は、穴加工とプロジェクション加工のための「設計変更」と、 更による「強度・美観の確認」です。通常、「抜き」 「プロジェクション」の追加加工は、板金工場であれば作業に問題はない場合がほとんどですが、設計そのものを変更することへのハードルは高いことが多くみられます。また、「強度・美観の確認」についても、板厚や納品先の要求度、ワークそのものの板厚によって難易度が大きく変化します。それゆえ、片面スポットを導入するにあたり多くのお客様がこちらの2点を課題に上げ、検証します。
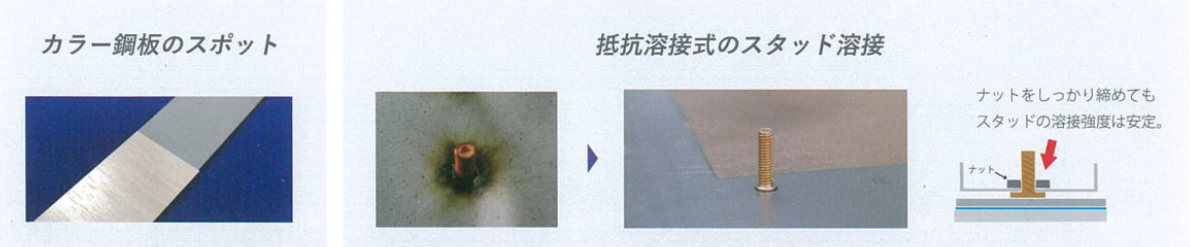
片面スポットで、こんなことも
同軸電極により、今まで不可能だった「カラー鋼板」などの新素材を扱うことができることは大きなメリットです。また、同軸電極で、スタッドを溶接することも可能。抵抗溶接式なので、CD式でスタッドを溶接する場合と違い、面直が実現できるだけでなく、静かで「スパッタ」や「チリ」も出ません。そのため「スパッタ除去」 「面直検査」等の工程が不要になります。また、抵抗溶接のスタッドにはフランジがあるため、ナットをしっかりしめてもスタッドの溶接強度に影響しません。